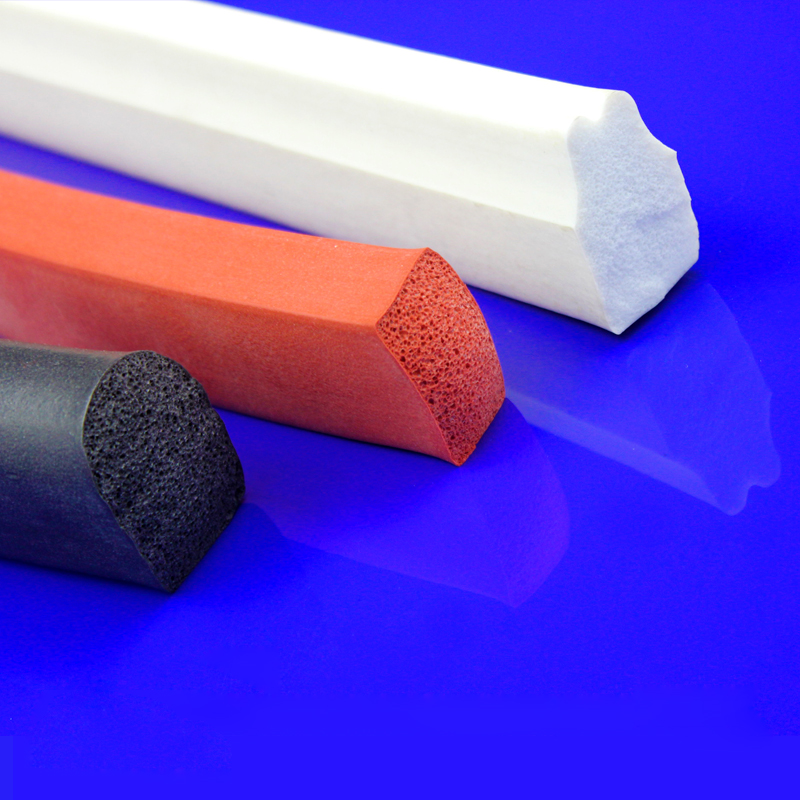
矽膠製品開裂和排氣難要怎麽解決?
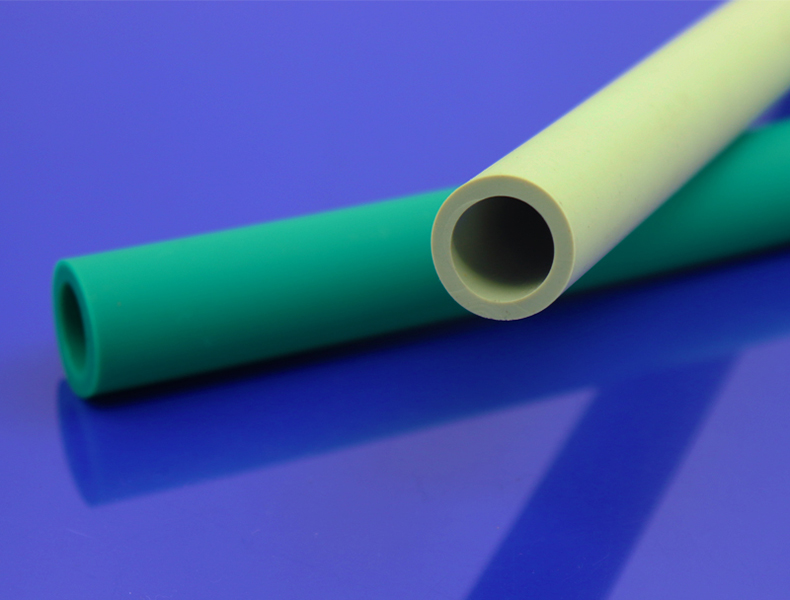
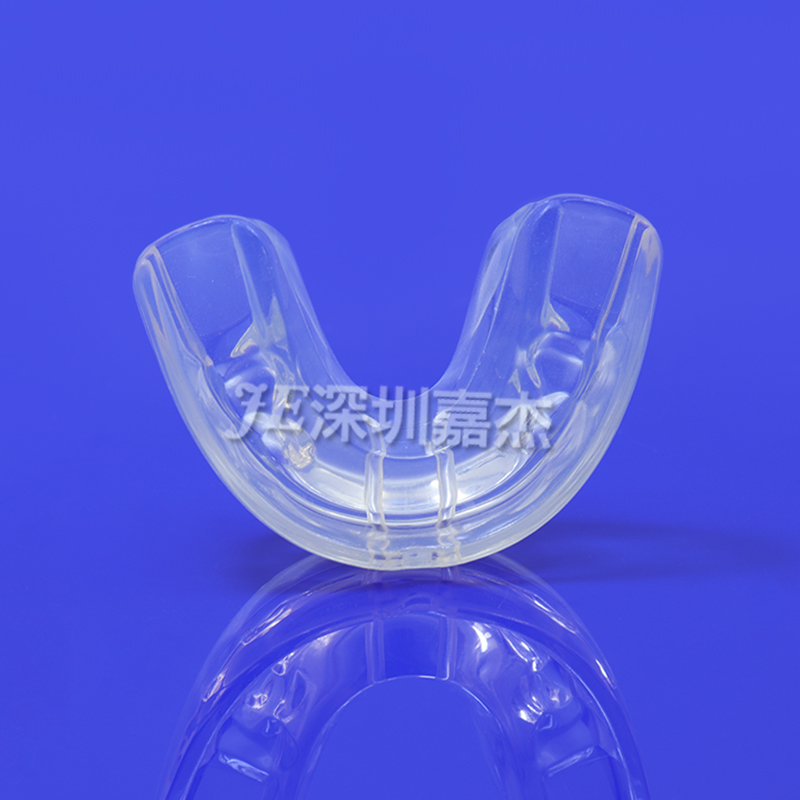
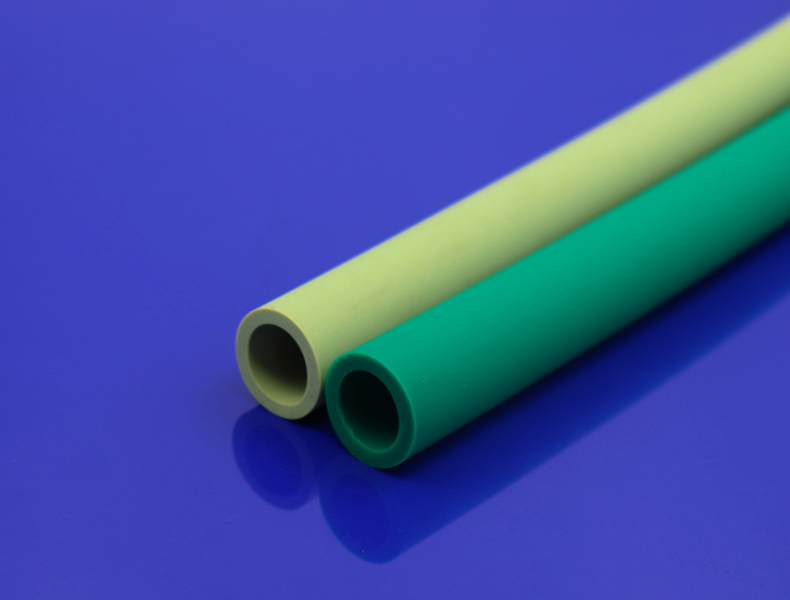
2021年12月22日在使用模具矽膠生產矽膠製品時,低硬度的矽膠生產出來的矽膠製品有時會出現邊緣開裂的現象。矽膠製品邊緣開裂一、低硬度(30度左右)的膠料在成型時很容易出現包風(氣泡)等不良,如果是矽膠本體顏色或半透明的顏色還很容易在矽膠製品的裏麵看到許多小白點。解決方案:提高模溫的方法,將成型的模溫適當提高。二、當模溫提高以後,包風(氣泡)和白點不良解決了,但矽膠製品的邊緣卻開始碎裂了,也就是說出現爆邊了。這樣就形成了一個死循環,提高模溫就爆邊,降低模溫就出現包風(氣泡)和白點不良。解決方案:1.降低成型的模溫,如果出現包風(氣泡)和白點不良就延長硫化時間。成型的溫度一定要猛降,直至矽膠製品不爆邊為止,千萬不要以為降個四五度的模溫就可以解決。2.排氣的行程及次數一定要控製好,排氣次數盡量少,如果可以將排氣行程也盡量縮短。3.可以適當減少硫化劑的添加量。三、矽膠製品成型模具自拆的刀口過於鋒利或存在毛刺。通常而言,硬度在20度左右的矽膠,適合做小件產品和花紋精細的產品,通常這些產 品尺寸在1米以下,因這類型矽膠具有:粘度小、流動性好、好操作、易排泡、拉力撕裂強 度好、易灌注。而對於大尺寸產品,通常尺寸在1米以上的,則使用硬度比較大的模具矽膠。矽膠製品排氣難和縮邊開裂現象矽膠製品邊緣(邊皮)部分開裂、拉邊、縮邊這樣的現象,行業人...
[內容詳情]